
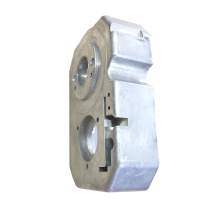










Stainless Steel Spiral Precision Casting Precision
| Packaging: | cartons |
|---|---|
| Transportation: | Ocean,Land,Air,Express |
| Supply Ability: | 100000ton |
| Port: | shanghai,ningbo |
Click on the follow link to find out more information: https://www.dingtiancasting.com/precision-casting/
Company Info
- Company Name: Jiangsu Dingtian Stainless Steel Products Co., Ltd.
- Representative: sun tingting
- Product/Service: Stainless steel precision casting series , Stainless steel Rigging hardware , Stainless steel fasteners/standard parts , Stainless steel bearing seat , Stainless steel quick couplings , Stainless steel chain
- Capital (Million US $): 1000万
- Year Established: 2015
- Total Annual Sales Volume (Million US $): Above US$100 Million
- Export Percentage: 21% - 30%
- Total Annual Purchase Volume (Million US $): Above US$100 Million
- No. of Production Lines: 10
- No. of R&D Staff: 21 -30 People
- No. of QC Staff: 21 -30 People
- OEM Services Provided: yes
- Factory Size (Sq.meters): 5,000-10,000 square meters
- Factory Location: Chenqi Village, Dainan Town, Xinghua City, Taizhou City
- Contact Person: Mr. Benjamin
- Tel: +86-0523-83785508
Premium Related Products










Other Products



Hot Products
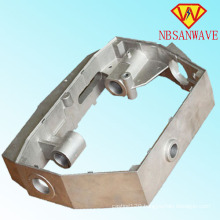
Made in China Metal Casting Automobile PartsAluminium High Pressure Die Casting Radiator MouldAluminum Pressure Die Casting Rotor (SW359E)Aluminum Die Casting Outdoor Communicator Housing (SW060C)OEM Aluminum Metal Casting of Motor HousingOEM Aluminum Die Cast Components Gearbox HousingAluminum Heating Appliances ReadiatorDie Casting Mould/ Mold for Aluminum Radiator (SW220M)South-eastern Asian Style Air ChucksMetal Flexible ExtensionTOYOTA FUEL FILTER 233900L010, 23390-0L010,23390OL010,23390-OL010, 233900L011,23390-L020,23390-0L010,2339030200 HiLux ,LEXUSOil/Lube Filter element 2761800009,2761840025 Fits Mercedes Benz C300/C350/CL550/E350/E550/GL450Types of fuel filter For MITSUBISHI L300/FD20/S4S. MB554950,MB55490,MB220900,552233,MB29677,MB129677Car oil filter manufacture 15208-31U01,15208-7B000,15208-31000,15208-31U00 OIL FILTERToyota Air Filter OE 17801-BZ050,17801BZ050hot sale die casting mould custom